Литье под давлением - это производственный процесс для изготовления деталей в больших объемах. Чаще всего он используется в процессах массового производства, когда одна и та же деталь создается тысячи или даже миллионы раз подряд.
Существует множество вариантов формования при помощи термопластавтоматов, в данной статье мы рассмотрим основные из них, опишем их преимущества и недостатки в сравнении с аналогичными методами.
Литье пластика под давлением
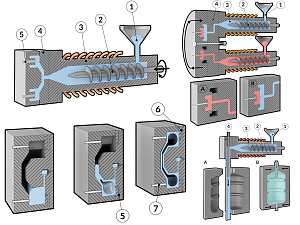
Литье пластика – это процесс формования полимеров, при котором пластиковые гранулы загружаются и расплавляются в контейнере с вращающимся шнеком и после запрессовываются в форму.

Гранулированный пластик подается в область цилиндра (3) через бункер (1). Движение пластика обеспечивается при помощи вращательно-поступательного движения шнека (2). Нагрев и расплавление пластика достигается из-за энергии трения и сжатия гранул, а также при помощи внешнего тепла от кольцевых нагревателей, размещенных на цилиндре термопластавтомата. Когда гранулы пластика доходят до конца цилиндра, они уже образуют однородный расплав, который готов к формованию.
Расплавленный полимер перемещается в пресс-форму (4), когда весь шнек продвигается вперед под действием приложенной силы сжатия. После затвердевания пластика в полости формы половинки пресс-формы разделяются и деталь удаляется с помощью выталкивающих штифтов (5).
Преимущества
-
Гибкий подбор материалов
-
Автоматизация производства
-
Возможность изготовления изделий сложных форм
-
Низкий уровень отходов
-
Практически нет необходимости в последующей обработке
Недостатки
-
Высокие инвестиционные затраты на оборудование
-
Сложно подсчитать точную стоимость процесса
Литье под давлением в разъемную форму с прессованием
Данный метод литья под давлением практически не отличается от вышеописанного метода литья, кроме того, что используется особый тип пресс-форм. В процессе формования пластика расплав полимера подается в разомкнутую форму, которая затем смыкается и пластик прессуется до получения нужной формы детали.

Преимущества
-
Можно производить изделия с толстыми стенками
-
Повышенная точность размеров
Недостатки
-
Требуются подробные знания процесса
-
Дополнительные расходы на оборудование
-
Дополнительные расходы на пресс-форму
-
Сложно контролировать процесс
Экструзионно-выдувное формование
Экструзионно-выдувное формование – это процесс формования пластика, при котором экструдированная пластиковая трубка надувается воздухом внутри формы для формирования конечного продукта.

Так же, как и в процессе литья под давлением, пластик в виде гранул подается через бункер (1) в нагретый кольцевыми нагревателями цилиндр (3) термопластавтомата, где перемещается при помощи вращения шнека (2).
Расплавленная масса экструдируется через фильеру (4) в трубчатый профиль, в котором полость создается центральным сердечником, содержащим трубку.
A: Профиль затем проходит между двумя разделенными половинами формы.
B: Когда профиль достигает половин формы, дно формы закрывается, что зажимает нижний конец профиля, и форма зажимает центр сердечника матрицы. Затем экструдированный профиль подвергается давлению изнутри через центральный стержень, позволяя ему расширяться и, наконец, прилегать к стенкам формы.
После затвердевания массы половинки формы отделяются, деталь вынимается и процесс повторяется.
Преимущества
-
Низкая стоимость оборудования. Инструмент стоит дешевле, чем пресс-формы для литья под давлением
-
Легко создавать большие компоненты с открытыми концами
Недостатки
-
Непрерывный процесс
-
Более длительное время охлаждения, чем при литье под давлением
-
Только однородное круглое сечение
-
Хорошие допуски только на внешней стенке
Литье под давлением с раздувом
Литье с раздувом – это процесс формования пластика, при котором пластиковая трубка создается в первой форме, которую нужно переместить, а затем выдувать в другой.

Для начала методом литья под давлением создается заготовка в виде пластиковой трубки. После чего детали заготовок собираются, нагреваются и перемещаются в другую форму (А). В форму подается газ под высоким давлением, из за чего нагретая заготовка расширяется и принимает форму конечного изделия, прилипая к станкам формы (В).
Преимущества
-
Очень подходящее решение для небольших объемов и производств.
-
Двухосная ориентация обеспечивает улучшенные барьерные свойства
-
Никаких отходов не создается
-
Хорошая обработка поверхности
-
Можно создавать изделия с жесткими допусками, создавать резьбу
Недостатки
-
Может быть создан продукт только ограниченного размера
-
Более высокие расходы на оборудование
-
Некоторые ограничения конструкции изделия
Литье под давлением с газом
Данный метод литья представляет собой процесс формования пластика, при котором расплав полимера вводится в форму, а также впрыскивается газ для проталкивания расплава к внутренним стенкам формы, где расплав затвердевает.

Расплавленный пластик впрыскивается в форму по аналогии с обычным литьем под давлением. После того, как часть объема пресс-формы заполнена, заполнение формы прекращается, и в нее подается инертный газ под давлением (5). Газ проходит через центр расплава и выталкивает его вперед и наружу к стенкам. Посредством размещения положения выхода газа (6) можно до некоторой степени контролировать полость, созданную внутри отливки.
После застывания массы половинки формы разделяются, и деталь удаляется с помощью выталкивающих штифтов (7).
Преимущества
-
Повышенная производительность за счет сокращения времени выполнения заказа, лучшего качества, большей свободы конструкции
-
Снижение затрат на продукцию благодаря экономии материала
-
Низкая плотность
Недостатки
-
Отверстия в компоненте на входе и выходе для газа
-
Неровные негладкие внутренние стенки изделия
-
Газ может проникнуть сквозь стенку, образуя брак детали
Литье под давлением с водяной системой
При данном процессе формования расплавленная полимерная масса вместе с водой вводится в форму для создания полого компонента.

Как и в системе литья под давлением с газом, гранулированный пластик подается через бункер (1) в область цилиндра экструдера (3) с кольцевыми нагревателями. Из-за вращательно-поступательных движений шнека (2) пластик продвигается по цилиндру, постепенно расплавляясь и превращаясь в однородную текучую массу.
Расплавленная масса полимера впрыскивается в полость до частичного заполнения пресс-формы, после чего туда впрыскивается вода (5), которая выталкивает расплав и заполняет форму, при этом создается полость. Вода промывается через деталь и выходит через выпускное отверстие (6) на другом конце детали.
Существуют различные варианты проведения инъекций с использованием воды.
После затвердевания массы разделяются половинки формы и деталь извлекается с помощью выталкивателя (7).
Преимущества
-
Прямое охлаждение внутри формы
-
Гладкая поверхность внутренних каналов
-
Очень хорошее распределение толщины стенок
-
Подходит для толстых стенок
-
Подходит для больших диаметров
-
Подходит для длинных путей потока
-
Короткий цикл производства
-
Низкая стоимость вспомогательных материалов
Недостатки
-
Коррозия стали из-за воды
-
Некоторые материалы сложнее отлить
-
Требуется удаление воды после заливки
Химическое вспененное литье под давлением
Пористые детали можно создать в процессе формования, при котором в расплавленный полимер добавляется химическое вещество для создания пористой структуры.

Пластиковые гранулы, смешанные с газообразующим химическим агентом, подают через бункер (1) в цилиндр (3) со вращающимся шнеком (2). Смесь нагревается за счет механического трения и благодаря теплопередаче от кольцевых электронагревателей на цилиндре термопластавтомата. В процессе нагрева смесь постепенно превращается в однородный пластичный расплав, где начинается химический процесс с появлением микроскопических пузырьков.
Затем смешанная масса выдавливается в форму (4), когда весь шнек продвигается вперед под действием приложенной силы сжатия. Маленькие пузырьки газа увеличиваются в размерах во время охлаждения и, таким образом, создают пористую внутреннюю часть, в то время как поверхность остается твердой. Форма открывается и, наконец, деталь удаляется с помощью эжекторов (5).
Преимущества
-
Идеально подходит для стенок большой толщины
-
Экономичный метод для небольших объемов производства
-
Меньшее напряжение в продукте
-
Повышенная точность размеров
-
Сниженное искажение
-
Меньший расход материала, меньшая плотность
Недостатки
-
Менее предсказуемая неоднородная структура материала
-
Около 50% CFA распадается на газ, а остальные добавки остаются в полимере.
-
Полученная поверхность очень шероховатая.
Литье под давлением со вставкой
Процесс формования, при котором сердечник помещают в форму и в котором расплавленная полимерная масса вводится вокруг сердечника, так что после затвердевания образуется неоднородное твердое тело.

Перед началом литья деталь (5) собирается. Затем форма заполняется так, чтобы пластик образовывал часть конечного продукта. Чтобы обеспечить сцепление, формованная деталь часто конструируется так, что сама форма детали фиксирует ее в полимере.
Преимущества
-
Повышенная надежность: снижение затрат на установку
-
Сниженные затраты на рабочую силу
-
Уменьшенный вес, повышенная гибкость конструкции
Недостатки
- Дорогие инструменты
Литье поверх формования
Процесс формования, при котором деталь изготавливается из двух или более последовательных впрысков, основанных на предыдущем впрыске.

Полимерные гранулы помещаются в область загрузки (1) и подаются в область цилиндра, нагреваемого кольцевыми нагревателями. Пластик перемешивается и продвигается при помощи вращения шнека (2).
Литьевое формование происходит в два этапа с вращающейся литейной формой.
Первая часть вращающейся формы заполняется расплавленным полимером (A), после чего она извлекается, поворачивается на 180 градусов и повторно зажимается перед выполнением дополнительного впрыска (B).
Таким образом можно создавать детали разного цвета или из разных материалов, в которых не требуется клея между слоями. Если конструкция детали позволяет делать больше снимков литья под давлением, это может быть выполнено с помощью так называемой техники отвода назад. После прессования первой партии одна половина формы слегка отодвигается, чтобы заполнить пустоту, образовавшуюся при использовании второй партии материала.
Преимущества
-
Сокращенное время цикла
-
Улучшенная адгезия, снижение удельных затрат
-
Может лить детали из разных полимеров
Недостатки
-
Дорогие капитальные вложения
-
Сложные инструменты
-
Могут быть произведены только ограниченные формы
Литье металла под давлением, MIM
Обработка металлов, при которой порошок, смешанный со связующим, вводится в форму.

Металлические порошки, смешанные с полимером и воском, замешиваются до состояния пульпы. При литье под давлением форма (1) заполняется смесью (2), затвердевающей под давлением, которая механически связывает металлический порошок в сырое тело. Затем сырое тело отделяется от формы и обрабатывается для уменьшения связующего перед спеканием. В результате атомы металлического порошка рассеиваются и связываются вместе металлургической связью.
Затем спеченное тело можно подвергнуть различным методам для дальнейшего улучшения его свойств. Некоторые из наиболее распространенных вторичных операций - науглероживание, инфильтрация, повторная штамповка, сжатие поверхности и пропитка.
Часто выполняется вместе с обычными методами обработки, такими как фрезерование, токарная обработка и шлифование.
Преимущества
-
Уменьшение отходов материала
-
Снижение затрат
-
Большой выбор формы и размера компонентов
-
Подходит для небольших продуктов
-
Подходит для сложных продуктов
-
Экономичное массовое производство
Недостатки
-
Высокая вязкость сырья
-
Окисление
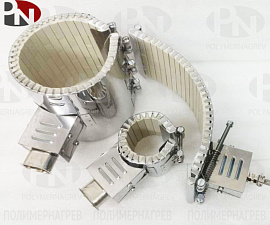
Компания Полимернагрев изготавливает различные нагреватели для термопластавтоматов, используемые в различных процессах литья под давлением. Свяжитесь с нами сегодня и получите подробную консультацию от квалифицированных специалистов по нагреву.